Solution Overview
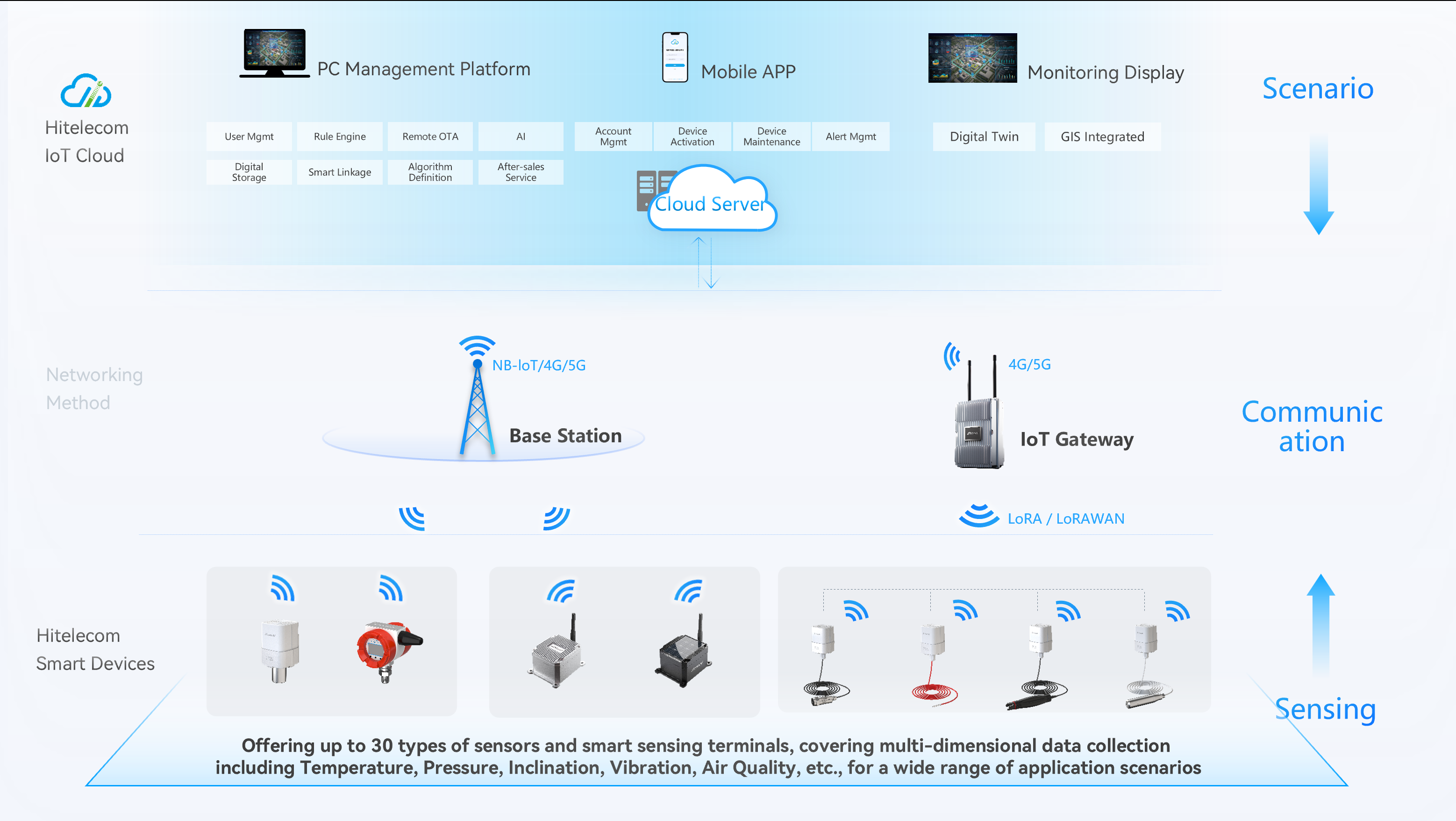
Smart Industrial Real-Time Monitoring System enables production enterprises to conduct online equipment monitoring. By installing IoT smart terminals such as temperature and humidity sensors, pressure sensors, energy consumption sensors, air quality sensors, and weather stations on the equipment, it facilitates real-time viewing of the entire enterprise's equipment operation via a monitoring center or mobile app. This allows for immediate fault detection and maintenance, enhancing production efficiency, reducing costs, improving product quality, and strengthening competitive advantage.